- +49 9141 9237600

- info@wowas-tools.de
- Mo - Do, 8.00 bis 17.00 Uhr | Fr, 08.00 bis 15.00 Uhr
Präzise gekühlt Produktivität maximieren
- Beitrag vom 09.05.2022
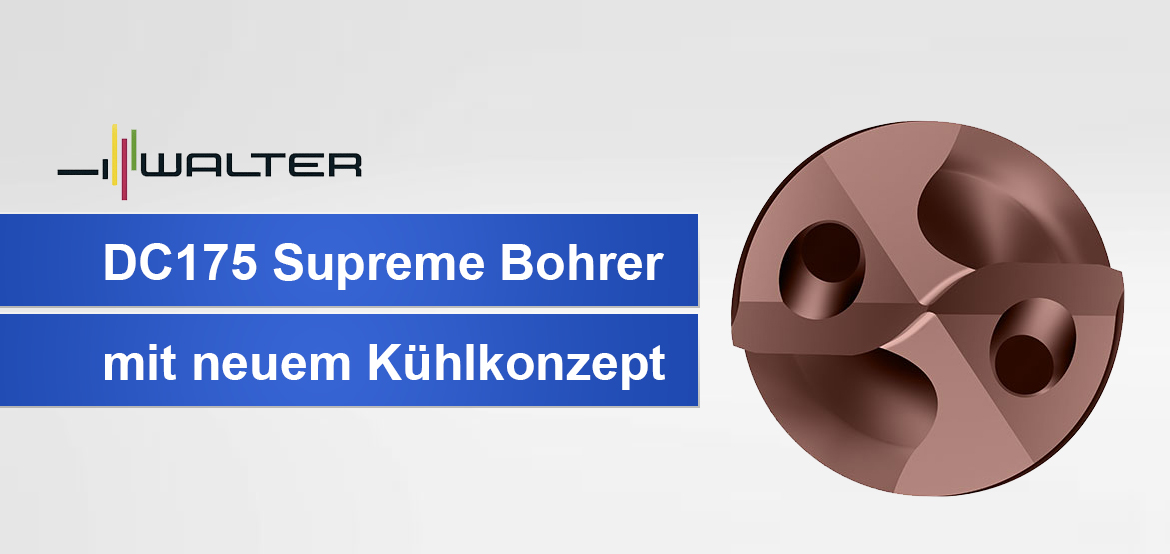
Walter stellt VHM-Bohrer DC175 Supreme mit neuem Kühlkonzept vor.
Mit dem DC175 Supreme stellt Walter seinen ersten VHM-Bohrer mit Präzisionskühlung vor. Er ist ausgelegt für die Bearbeitung von ISO-Werkstoffen der Gruppen M und S. Die Walter eigene Präzisionskühlung lenkt den Kühlschmierstoff sehr nahe an die Hauptschneide und erhöht dadurch die Bohrer-Standzeit. Um dies zu erreichen, entwickelte Walter eine spezielle Stirngeometrie: mit stabiler, gerader Hauptschneide, viel Spanraum im Zentrum und mit Kühlkanälen, die nahe der Schneidkante positioniert sind. Im Einsatz beim Kunden erzielte Walter damit Standzeitsteigerungen von rund 30 Prozent. Dazu tragen neben der Kühlung und Geometrie auch die neuen Walter Sorten WJ30RZ und WJ30RY bei. Die mittels HiPIMS-Beschichtungstechnologie aufgebrachte, hoch verschleißfeste TiAlSiN-basierende Schicht ist bei 3 und 5 × Dc als Komplettbeschichtung (Sorte WJ30RZ) und bei 8 × Dc als Kopfbeschichtung (Sorte WJ30RY) ausgeführt. Der 8 × Dc erhält zudem eine polierte Spannut.
Das Ergebnis ist eine sehr glatte Oberfläche, die für einen perfekten Spanabtransport sorgt. HiPIMS-Beschichtung und neuartiges Kühlkonzept ermöglichen es dem Anwender, die Schnittdaten zu erhöhen und so die Produktivität zu steigern beziehungsweise die Fertigungskosten zu senken, weil die Zeit auf der Maschine effizienter genutzt werden kann. Ebenfalls positiv sind die Auswirkungen auf die Prozesssicherheit: Die glatte Oberfläche des DC175 Supreme optimiert den Spanabtransport und minimiert die Aufbauschneidenbildung (zum Beispiel durch »Verkleben« der Späne in der Spannut). Zur Wirtschaftlichkeit und Nachhaltigkeit des Bohrers trägt, neben dessen hoher Standzeit, auch die Möglichkeit zum dreimaligen Wiederaufbereiten bei. Diese bietet Walter in eigenen Reconditioning-Centern an. Aktuell erhalten Anwender den branchenübergreifend einsetzbaren DC175 Supreme für Ø 3–20 mm, in den Abmessungen 3 × Dc, 5 × Dc und 8 × Dc; Sonderwerkzeuge wie 12 × Dc oder Stufenbohrer sind via Walter Xpress bestellbar.
(Quelle: www.walter-tools.com)